Industrial Precious Metal Recovery

Staging of ceramic media before milling at the smelter facility. Photo courtesy of Gannon & Scott; Cranston, RI
Video Source: Catalytic Products International
The other type of industrial emissions control equipment does not use catalyst material is called a Regenerative Thermal Oxidizer (RTO). Thermal treatment of Volatile Organic Compounds (VOCs) and other air pollutants works by a simple oxidation reaction of the harmful air pollutants with oxygen and heat. In this environment, the VOCs are converted to harmless inert byproducts, water vapor (H2O), and usable heat. These harmless by-products are released to the atmosphere or used in an energy recovery technique to further lower the plant operational costs. For additional reference, watch this video on Regenerative Thermal Oxidizers (RTO).
Video Source: Catalytic Products International
The catalyzed media is most often in the form of ceramic saddles or beads coated with Platinum (Pt) or Palladium (Pd). The value of the PGM material ranges from $5-20 per pound of media, depending on the catalyst loading, media type, and spot market prices for the PGM.
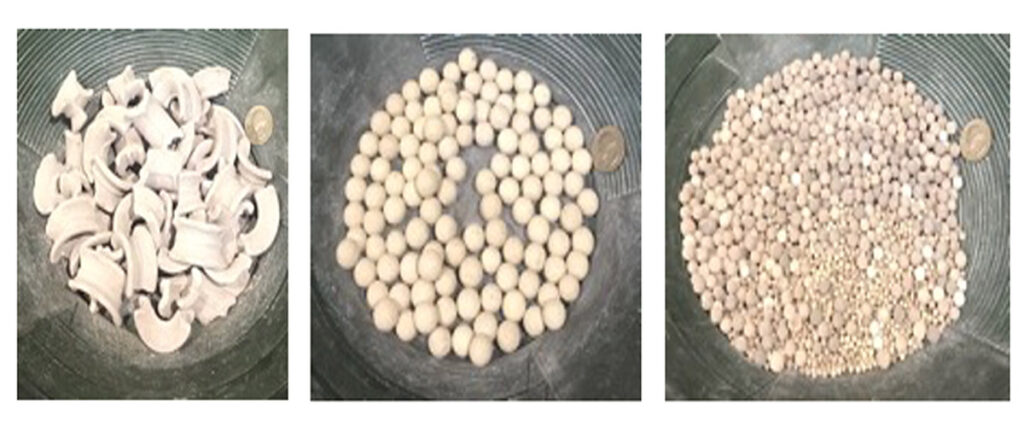
Catalyzed ceramic media – saddles and beads

Catalyzed ceramic saddles from a Regenerative Catalytic Oxidizer (RCO)

Bins of catalyzed ceramic saddles ready for milling at the smelter
No. PGM-bearing catalyst material that can be recycled is typically only found in plants that use Regenerative Catalytic Oxidizers (RCO). If your plant only uses Regenerative Thermal Oxidizer (RTO) equipment, it’s not likely that your plant has any PGM-bearing material to recycle.
No. Unfortunately, most plant owners and demolition contractors don’t realize the value of these catalyzed ceramic materials. In many cases, the plant owner thinks it’s scrap metal with little or no value and simply pays for its disposal. Fortunately, many owners and contractors contact Red Fox Resources to help them evaluate their options. If PGM-bearing material is found, they often decide to recycle the catalyzed material using Red Fox Resources as their toll refiner.
In this situation, toll refining is defined as a situation in which the owner of the catalyzed material contracts the refining of the metal to another party (i.e. Red Fox Resources) for a fee, but the refined metal remains under the original ownership (i.e. plant owner) for final sale or disposition.
With limited knowledge and experience with PGM recycling, there are many risks for the plant owner to proceed on their own.
Depending on the project size and location, the toll refining process can take 1-6 months or longer. Experienced toll refiners like Red Fox Resources can help you assess your project and estimate the potential value and timeline to completion/payout.
This is a very specialized field with limited options. Make sure your due diligence includes at least the following.
If you are interested in recycling scrap industrial catalysts or other emission control parts, please contact Tripp Heller, VP – Business Development & Procurement, Tel: 415-793-3439, Email: tr**********@*************es.com