Manufacturing and Industrial Plants
Recycling Industrial Catalyst Material
Industrial Catalyst Recycling for Manufacturing Plant Owners
As with any manufacturing facility, entire plants and/or equipment eventually become obsolete requiring replacement or in some cases plant closures. This often includes the dismantling or demolition of facilities that include emission control equipment containing catalyst material with reclaimable high-value platinum group metals (PGM).
This article provides an overview of the industrial catalyst recycling process for PGM-bearing material recovered from industrial manufacturing plants, primarily found in air pollution control equipment.
Key Takeaways:
- For larger industrial projects, toll refining is an excellent solution to help plant owners maximize the value of recyclable PGM-bearing materials during equipment replacement or plant closures.
- Compared to paying for the disposal of this valuable material, toll refining can generate a substantial return to the plant owner.
- Catalyzed ceramic media is NOT scrap material and potentially has high value.
- Going direct to a smelter is not always the best approach without extensive knowledge of the process and industry norms.
- [Case Study] Industrial Catalyst Recycling Following Wood Plant Closure

Staging of ceramic media before milling at the smelter facility. Photo courtesy of Gannon & Scott; Cranston, RI
What type of manufacturing facilities are equipped with recyclable industrial catalysts?
Industrial catalysts are frequently found in equipment used to treat emissions from industrial processes used in manufacturing facilities across the U.S. Most of these facilities are required to meet strict EPA and/or State emission levels. This is accomplished through the use of emission control equipment called thermal oxidizers usually found in plants across a variety of industries.
Two types of thermal oxidizer technology are used in this type of industrial manufacturing:
- Regenerative Catalytic Oxidizers (RCO)
- Regenerative Thermal Oxidizers (RTO)
The most common type of control equipment using PGM-bearing catalysts are Regenerative Catalytic Oxidizers (RCO). Thermal oxidizers are the primary technology used to destroy volatile organic compounds (VOCs), hazardous air pollutants (HAPs), and to some degree, odors. These pollutants are discharged as a result of industrial processes and can be destroyed by oxidation at a high temperature. Thermal oxidizers achieve emission destruction through the process of thermal and catalytic oxidation to convert pollutants into carbon dioxide and water vapor while at the same time reusing the thermal energy to reduce operating costs.
Catalytic oxidizers (RCO) are simply thermal oxidizers with an added catalyst that allow effective oxidation at a much lower temperature. In catalytic units, oxidation takes place on the surface of the catalyst.
Video Source: Catalytic Products International
The other type of industrial emissions control equipment does not use catalyst material is called a Regenerative Thermal Oxidizer (RTO). Thermal treatment of Volatile Organic Compounds (VOCs) and other air pollutants works by a simple oxidation reaction of the harmful air pollutants with oxygen and heat. In this environment, the VOCs are converted to harmless inert byproducts, water vapor (H2O), and usable heat. These harmless by-products are released to the atmosphere or used in an energy recovery technique to further lower the plant operational costs. For additional reference, watch this video on Regenerative Thermal Oxidizers (RTO).
Video Source: Catalytic Products International
Types of manufacturing plants that often have PGM bearing industrial catalysts
- Flavoring & Fragrance
- Flexographic Printing
- Metal Decorating
- Metal Recycling & Shredding
- Oil & Gas Processing
- Paint & Coatings
- Paper & Pulp
- Pharmaceutical & Medical
- Renewable Fuels
- Rubber Products
- Semiconductor & Electronics
- Web Printing & Converting
- Wood & Board
- Others
What type of catalyzed ceramic media is found in RCO equipment?
The catalyzed media is most often in the form of ceramic saddles or beads coated with Platinum (Pt) or Palladium (Pd). The value of the PGM material ranges from $5-20 per pound of media, depending on the catalyst loading, media type, and spot market prices for the PGM.
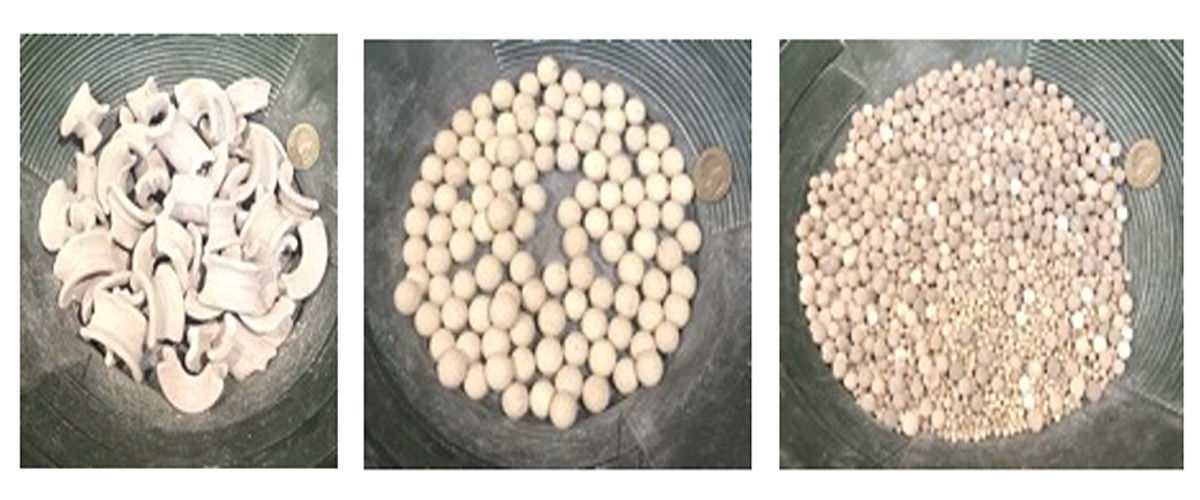
Catalyzed ceramic media – saddles and beads

Catalyzed ceramic saddles from a Regenerative Catalytic Oxidizer (RCO)

Bins of catalyzed ceramic saddles ready for milling at the smelter
Do all industrial manufacturing facilities have PGM-bearing catalyst material that can be recycled?
No. PGM-bearing catalyst material that can be recycled is typically only found in plants that use Regenerative Catalytic Oxidizers (RCO). If your plant only uses Regenerative Thermal Oxidizer (RTO) equipment, it’s not likely that your plant has any PGM-bearing material to recycle.
Do most plant owners know they possess this high-value PGM-bearing material?
No. Unfortunately, most plant owners and demolition contractors don’t realize the value of these catalyzed ceramic materials. In many cases, the plant owner thinks it’s scrap metal with little or no value and simply pays for its disposal. Fortunately, many owners and contractors contact Red Fox Resources to help them evaluate their options. If PGM-bearing material is found, they often decide to recycle the catalyzed material using Red Fox Resources as their toll refiner.
What is Toll Refining?
In this situation, toll refining is defined as a situation in which the owner of the catalyzed material contracts the refining of the metal to another party (i.e. Red Fox Resources) for a fee, but the refined metal remains under the original ownership (i.e. plant owner) for final sale or disposition.
What are the typical steps of a toll refining project?
- Analyze several grab samples to characterize material
- Estimate recoverable value
- Provide quotation for services including:
- Logistics and transportation
- Assays and lot management
- Processing costs (per lb treated)
- Refining costs (per troy ounce recovered)
- Deliver and process material
- Weigh, mill, blend, sample, and assay
- Provide pro forma settlement showing results and costs
- Sell metal and make payment
What are the risks for a plant owner trying to work directly with a smelter?
With limited knowledge and experience with PGM recycling, there are many risks for the plant owner to proceed on their own.
- Not finding the right smelter to handle this particular material at reasonable costs
- Not clearly understanding the smelter’s terms and minimum concentration thresholds
- Not understanding the assay process and leveraging independent testing
- Not understanding the best way to package and transport the material
- Not having an experienced broker to represent their interests throughout the process
What are the benefits for the plant owner in working with Red Fox Resources to manage the toll refining process?
- A partner with extensive experience and knowledge of a variety of smelters
- A partner with extensive knowledge of appropriate terms, fees and minimum concentrations
- A partner with extensive logistics and transportation experience
- A partner with extensive knowledge of reputable labs and the assay process
- Avoiding unexpected surprises related to meeting PGM lot minimums
- An experienced partner that is continuously monitoring the smelting process
- Ensuring the maximum value is returned to the plant owner (i.e. client)
How long does a toll refining project take?
Depending on the project size and location, the toll refining process can take 1-6 months or longer. Experienced toll refiners like Red Fox Resources can help you assess your project and estimate the potential value and timeline to completion/payout.
What should plant owners look for in selecting a toll refining partner to broker their project?
This is a very specialized field with limited options. Make sure your due diligence includes at least the following.
- Transparency, a clear term sheet and an advocate at all points of the entire process
- Verifiable experience with other toll refining projects and known client references
- Knowledge of smelter options, industry contacts and industry norms
- Knowledge of assay exchange processes and splitting limit norms
- Knowledge of reputable independent labs and umpires
- Logistics experience including packaging, transportation and insurance
- No material moves without a fully executed term sheet
Get Started with Recycling Your Industrial Catalysts via Toll Refining
If you are interested in recycling scrap industrial catalysts or other emission control parts, please contact Red Fox Resources at www.redfoxresources.com or call 844-733-3695.